
В статье описывается имитационная модель логистического комплекса, воспроизводящая процессы упаковки, хранения и отгрузки полимерных материалов. Обсуждается структура имитационной модели, а также приводятся некоторые результаты выполненного с ее помощью сравнения альтернативных сценариев работы логистического комплекса для определения достаточности оборудования и транспорта.
Введение
Российская нефтехимическая компания ПАО «Нижнекамскнефтехим» – одна из крупнейших производственных площадок холдинга СИБУР по выпуску синтетических каучуков и пластиков в России – планирует строительство объединенного логистического комплекса (ОЛК) [1]. Обязательным условием выполнения проекта было подтверждение работоспособности проектируемого ОЛК с помощью имитационной модели.
Имитационная модель создавалась для выполнения сценарного анализа вариантов конфигурации ОЛК, в частности:
- определения влияния количества силосов для входящей продукции, фасовочных линий, складов, автотранспорта и погрузчиков на пропускную способность логистического комплекса;
- сравнения требуемого количества мобильных ресурсов логистического комплекса, таких как автоматизированные погрузчики LGV, краны-штабелеры, шаттлы, козловые контейнерные краны на рельсовом ходу (RMG-краны), рич-стакеры при различном расположении и конфигурации складов;
- оценки пропускной способности комплекса при различных соотношениях способов отгрузки: с помощью RMG-кранов и рич-стакеров и с помощью различного количества только RMG-кранов.
Описание моделируемой предметной области
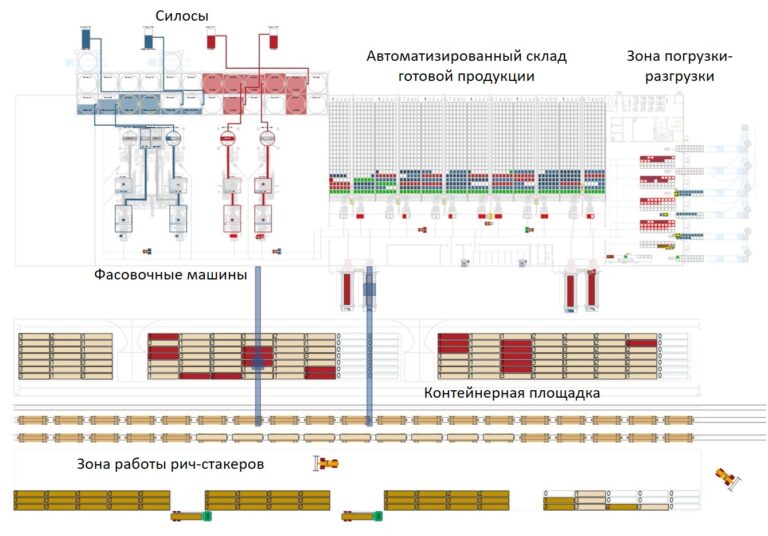
Предметная область имитационной модели – переработка, хранение поступающей входящей продукции, ее фасовка с последующим хранением на автоматизированных складах, а также отгрузка готовой продукции с автоматизированных складов в автотранспорт или ж/д контейнер с последующей отправкой контейнера ж/д транспортом. Дополнительно часть готовой продукции поступает автотранспортом в ОЛК, там хранится и отгружается вместе с остальной готовой продукцией (Рис 1).
Входящая продукция в модели – жидкий полипропилен (ПП) и полистирол (ПС), готовая продукция – ПП, упакованный в мешки FFS, и ПС, упакованный в мешки FFS и биг-бэг упаковку (ББ).
Структура имитационной модели
Имитационная модель объединенного логистического комплекса создана на платформе для разработки имитационных моделей и систем поддержки принятия решений Amalgam Platform [2] и состоит из следующих модулей:
- Модуль редактирования сценариев, обладающий следующей функциональностью:
- Возможность создания и редактирования сценариев в графическом пользовательском интерфейсе, включающем графический редактор плана ОЛК
- Отображение входных данных сценария в табличном виде
- Проверка корректности данных, информирование об ошибках во входных данных сценария
- Поддержка импорта и экспорта данных сценария в файлы в формате MS Excel
- Модуль имитации, включающий:
- Имитационную модель, воспроизводящую технологические процессы работы логистического комплекса, с возможностью управления ходом выполнения моделирования
- Динамическую анимацию хода выполнения моделирования.
- Модуль массового запуска, позволяющий одновременно выполнять несколько имитационных экспериментов с заданными периодами недоступности и диапазонами количества оборудования.
Внешний вид пользовательского интерфейса модели показан на Рис. 2.
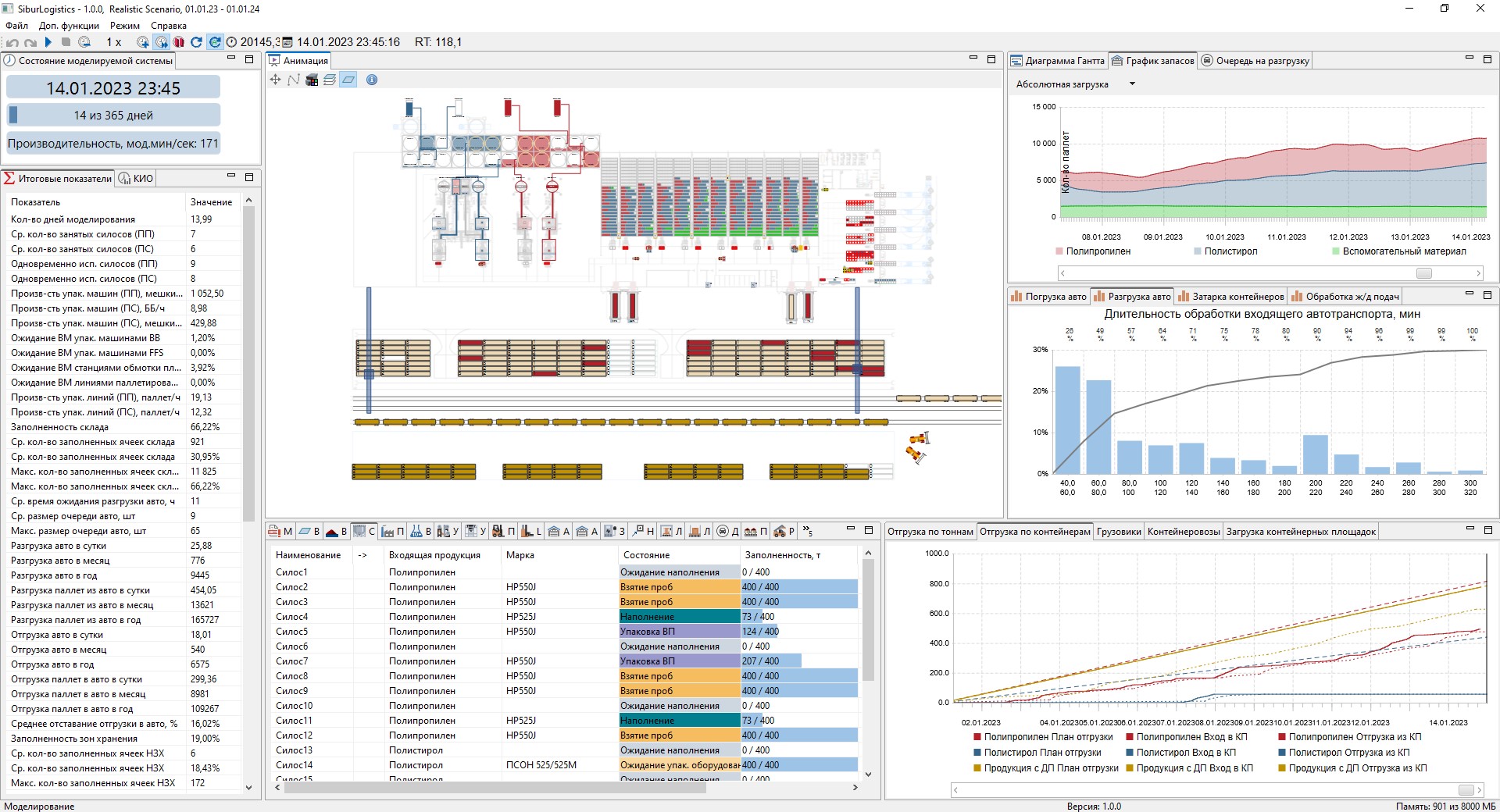
Отличительная особенность модели – высокая степень конфигурируемости с помощью модуля редактирования сценариев: этот модуль позволяет изменять расположение логистических объектов, количество оборудования, параметры грузопотока и другие параметры.
Анализ достаточности силосного парка
Входящая продукция (ПП и ПС) поступает в ОЛК по трубопроводам в парк силосов хранения ПП и ПС. Из силосов ПП и ПС поступает на фасовочные машины для дальнейшей обработки.
В случае смены марки поступающей входящей продукции в силос он должен быть предварительно очищен. Дополнительно очистка может производиться перед каждым заполнением силоса вне зависимости, сменяется марка или нет. Очистка опорожненного силоса осуществляется заранее таким образом, чтобы к началу поступления новой марки входящей продукции силос был готов его принять. Время очистки силоса задается во входных данных. Невозможность принять входящую продукцию ни в один из силосов в какой-либо момент времени является чрезвычайным событием и приводит к остановке моделирования.
Сценарный анализ достаточности парка силосов проводился с целью определить:
- максимально допустимое время остановки N силосов, при котором не возникает переполнение силосного парка
- запас времени с момента остановки фасовочных машин до наступления критического состояния переполнения силосного парка.
При проведении сценарного анализа варьировались следующие основные параметры:
- Количество силосов для ПП и ПС, одновременно выходящих из строя, – от 1 до 5 (всего проектируется 12 силосов для ПП и 12 силосов для ПС)
- Длительность выхода силосов из строя – от 24 ч до 4 344 ч (полгода)
- Время возникновения поломки силосов – с начала моделирования и далее, после каждого критического переполнения силосного парка.
Анализ проводился на полугодовом интервале для более полного учета сезонности плана производства различных марок продукции. В результате исследования удалось определить периоды пиковых нагрузок, во время которых происходит переполнение силосного парка при выходе из строя заданного количества силосов (Рис. 3).
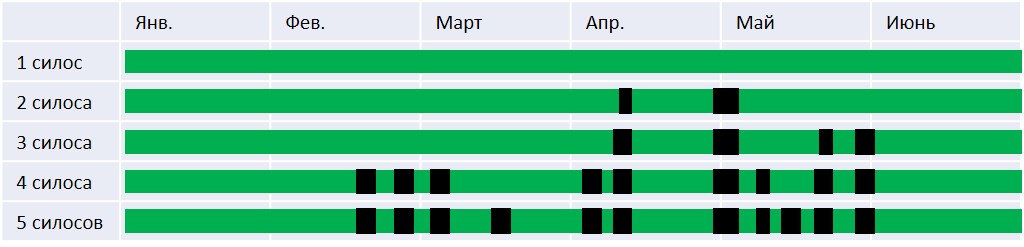
Результаты имитационных экспериментов для силосов ПП показали следующее:
- выход из строя 1 силоса ПП не приводит к переполнению силосного парка вне зависимости от времени и длительности поломки
- одновременный выход из строя 2-5 силосов ПП может привести к критическому переполнению силосного парка в зависимости от того, когда и на сколько происходит останов
- запас времени до переполнения силосного парка снижается по мере увеличения количества одновременно выходящих из строя силосов с 21,4 часа до 4,1 часа.
Анализ достаточности козловых контейнерных кранов (RMG кранов)
Контейнерная площадка – комплекс сооружений на территории ОЛК, где выполняются постановка железнодорожного состава на пути, перемещение порожних контейнеров с поезда на контейнерную площадку, погрузка груженых готовой продукцией контейнеров на железнодорожные платформы поезда, транспортировка дефектных контейнеров в ремонт и возврат на контейнерную площадку. Площадку обслуживают рельсовые козловые краны.
Сценарный анализ достаточности козловых кранов проводился с целью определить:
- достаточность RMG кранов для нормальной работы ОЛК
- запас по времени после выхода RMG крана из строя до наступления критического останова ОЛК
- влияние простоев RMG кранов на отгрузку продукции.
Сценарный анализ с помощью имитационной модели показал следующее:
- минимально необходимое количество RMG кранов – 2 шт.
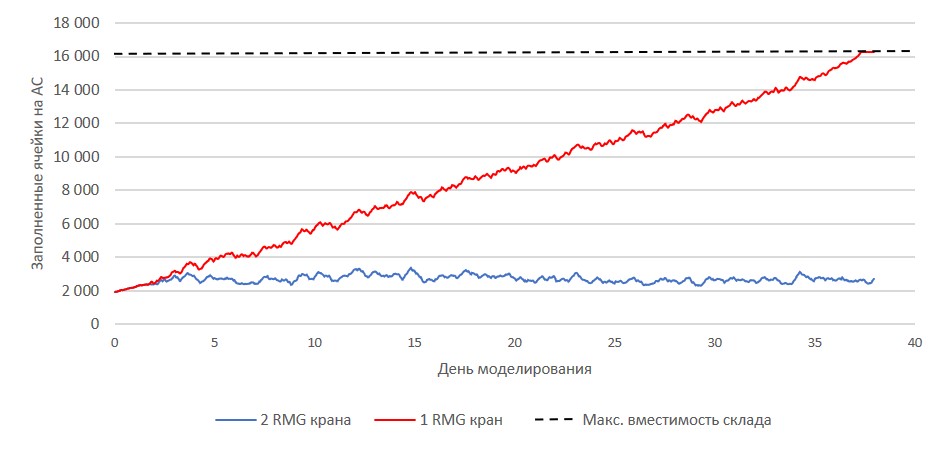
- при выключении одного из кранов в течение 39 дней происходит критический останов ОЛК из-за переполнения автоматизированных складов и силосов (Рис. 4).
- задержка между производством продукции и ее отгрузкой для 2-х кранов к концу 1-го месяца составляет 2 дня, для 1 крана – 10 дней.
При отгрузке готовой продукции в ж/д вагоны с контейнерной площадки используются RMG краны, обслуживающие 2 ж/д пути. Дополнительно на контейнерной площадке есть зона работы погрузчика для работы с контейнерами — рич-стакера, который должен обслуживать отдельный железнодорожный путь.
В рамках проекта была проанализирована возможность обработки входящего потока контейнеров с действующих производств без организации площадки рич-стакеров.
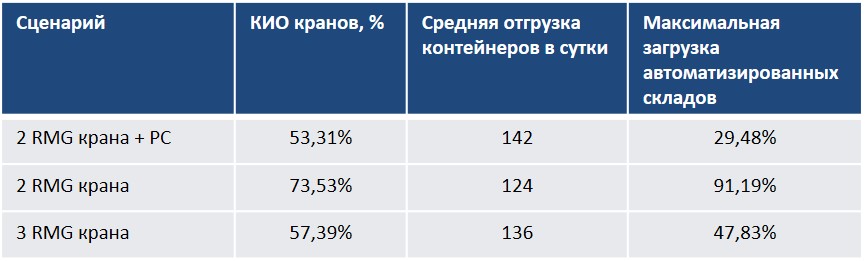
С помощью имитационной модели оценивались три варианта организации вывоза контейнеров:
- Отгрузка 2-мя RMG кранами и одним рич-стакером
- Отгрузка 2-мя RMG кранами
- Отгрузка 3-мя RMG кранами
Моделирование показало, что в случае отгрузки контейнеров 2-мя RMG кранами без применения рич-стакера происходит переполнение складских мощностей ОЛК на 50-ый день моделирования, а ритм отгрузки готовой продукции становится «рваным». На Рис. 5 пунктирными линиями показан план отгрузки готовой продукции, сплошными – моделируемая отгрузка с контейнерной площадки.
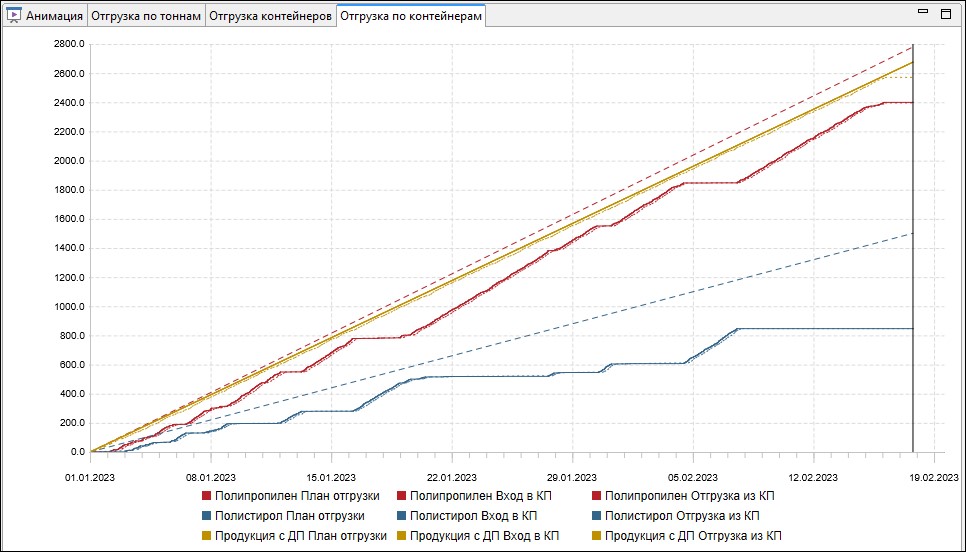
В качестве альтернативы рич-стакерам была рассмотрена теоретическая возможность работы 3-мя кранами. В этом случае пропускная способность ОЛК восстанавливается практически до показателей сценария с 2-мя RMG кранами и одним рич-стакером (Рис. 6).
Заключение
Имитационная модель, созданная на платформе Amalgama Platform, позволила, в числе прочих, рассмотреть следующие аспекты функционирования ОЛК, которые невозможно учесть при статическом расчете:
- Динамика работы контейнерной площадки с кранами
- Работа LGV на нескольких маршрутах транспортировки
- Размещение и подбор продукции в зоне ячеистого хранения с частичным доступом.
С помощью модели были определены запасы надежности разных элементов ОЛК, выявлены узкие места и возможные пути их «расшивки», рассчитаны необходимые параметры производительности упаковочного оборудования, автоматизированного склада, определено необходимое число силосов, доков отгрузки автотранспорта, RMG кранов и других объектов ОЛК. Кроме того, с помощью имитационной модели было проверено несколько альтернативных сценариев работы ОЛК для определения подхода к стадийности строительства комплекса.
Список литературы
- https://www.sibur.ru/nknh/ru/
- https://platform.amalgamasimulation.com/amalgama/index.html
- George Thiers, Leon McGinnis. Logistic systems modeling and simulation // Proceedings of the 2011 Winter Simulation Conference. P. 1536-1546.
- Толуев Ю.И. Имитационное моделирование логистических сетей // Логистика и управление цепями поставок. 2008. №2(25). С. 53-63.
- https://www.anylogic.ru/blog/modelirovanie-raboty-sklada-opyt-professionalov